Unser Wissen ist das Produkt aus fünf Jahrzehnten Erfahrung, zahlreichen Standard- und Individualentwicklungen. Verbunden mit dem Wunsch nach ständiger Verbesserung und Perfektion. Dabei geht es vor allem um Größen, Maße und Materialien. Wie wäre es mit einem Wissenstransfer?
Dann schauen Sie hier mal rein:
Die Schleifmittel Diamant und Bornitrid (CBN) sind die bis heute härtesten bekannten Stoffe. Sie besitzen deshalb eine größere Widerstandsfähigkeit gegen mechanischen Verschleiß als andere Schleifmittel. Die Härtewerte von Diamant und Bornitrid liegen wesentlich über denen der konventionellen Schleifmittel Korund, Siliziumkarbid und Borkarbid. Während Diamant härter und spröder ist als Bornitrid, ist CBN dafür zäher, schlagfester und wesentlich temperaturbeständiger.
In Schleifwerkzeugen werden heute meist synthetisch hergestellte Diamantsorten verwendet. Das Ausgangsmaterial ist reiner Kohlenstoff (Grafit), der durch eine Hochdruck-Hochtemperatur-Synthese bei einem Druck von bis zu 60.000 bar und einer Temperatur von über 1500°C in Diamant umgewandelt wird.
Die Herstellung von kubischem Bornitrid CBN erfolgt unter ähnlichen Bedingungen. Der Ausgangsstoff ist hier hexagonales Bornitrid. Durch verschiedene Synthesebedingungen ist man heute in der Lage, Diamant- und CBN-Körnungen mit unterschiedlichen Kristallstrukturen, Festigkeits- und Brucheigenschaften für unterschiedlichste Schleifanwendungen herzustellen. Außerdem sind Schleifkörnungen für Kunstharzbindungen zusätzlich mit Metallummantelungen versehen, um die Kornhaltekräfte in der Bindung und die Wärmeabfuhr zu verbessern.
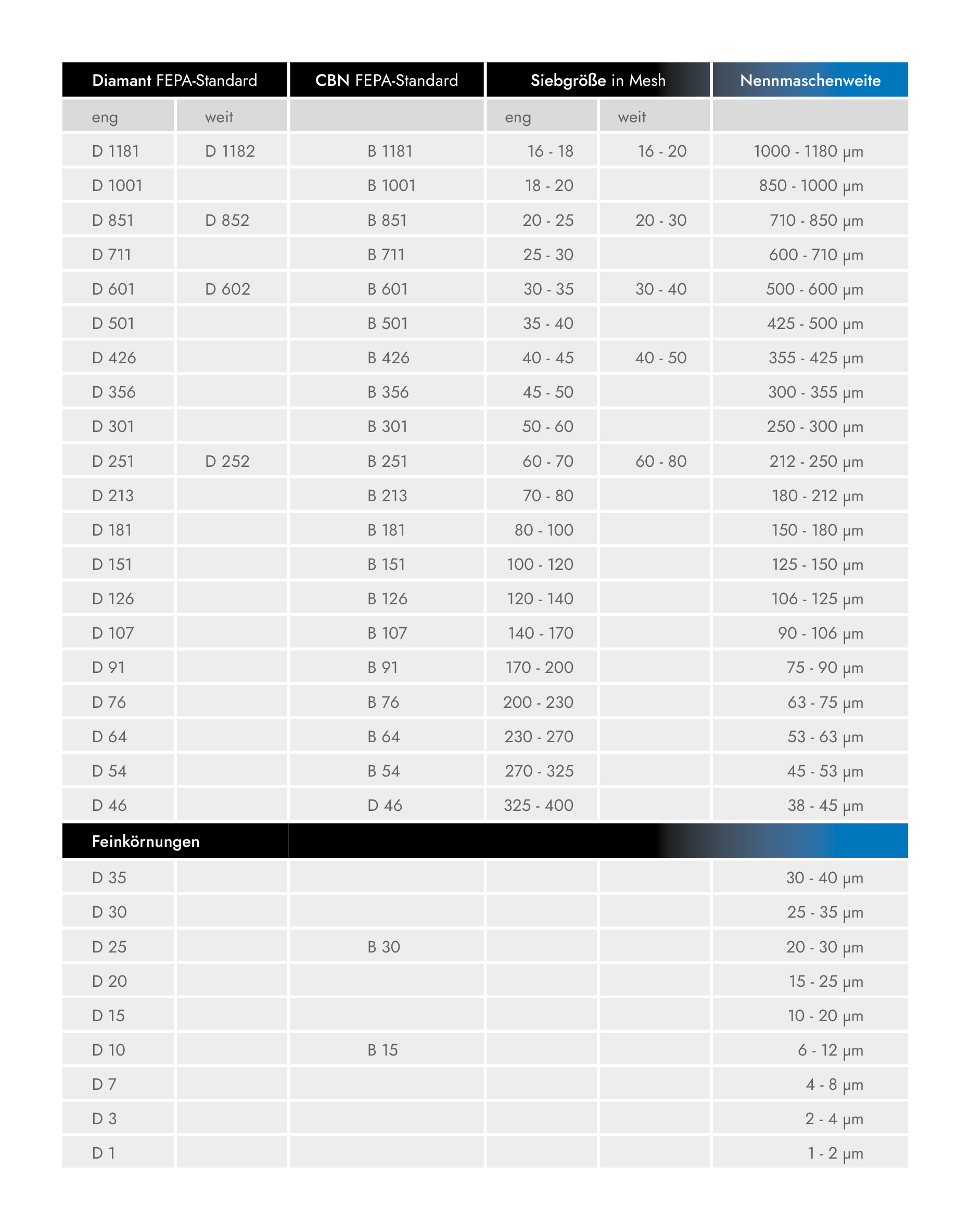
Abtragsleistung und erzielbare Oberflächen- bzw. Schneidenqualität werden maßgeblich durch die Größe der Schleifkörnung bestimmt. Sie beeinflusst auch die Standzeit des Schleifwerkzeugs. Grundsätzlich gilt, dass man durch eine gröbere Körnung eine höhere Abtragsleistung und eine bessere Standzeit erhält als mit feinen Körnungen, wohingegen feinere Körnungen die Oberfläche verbessern.
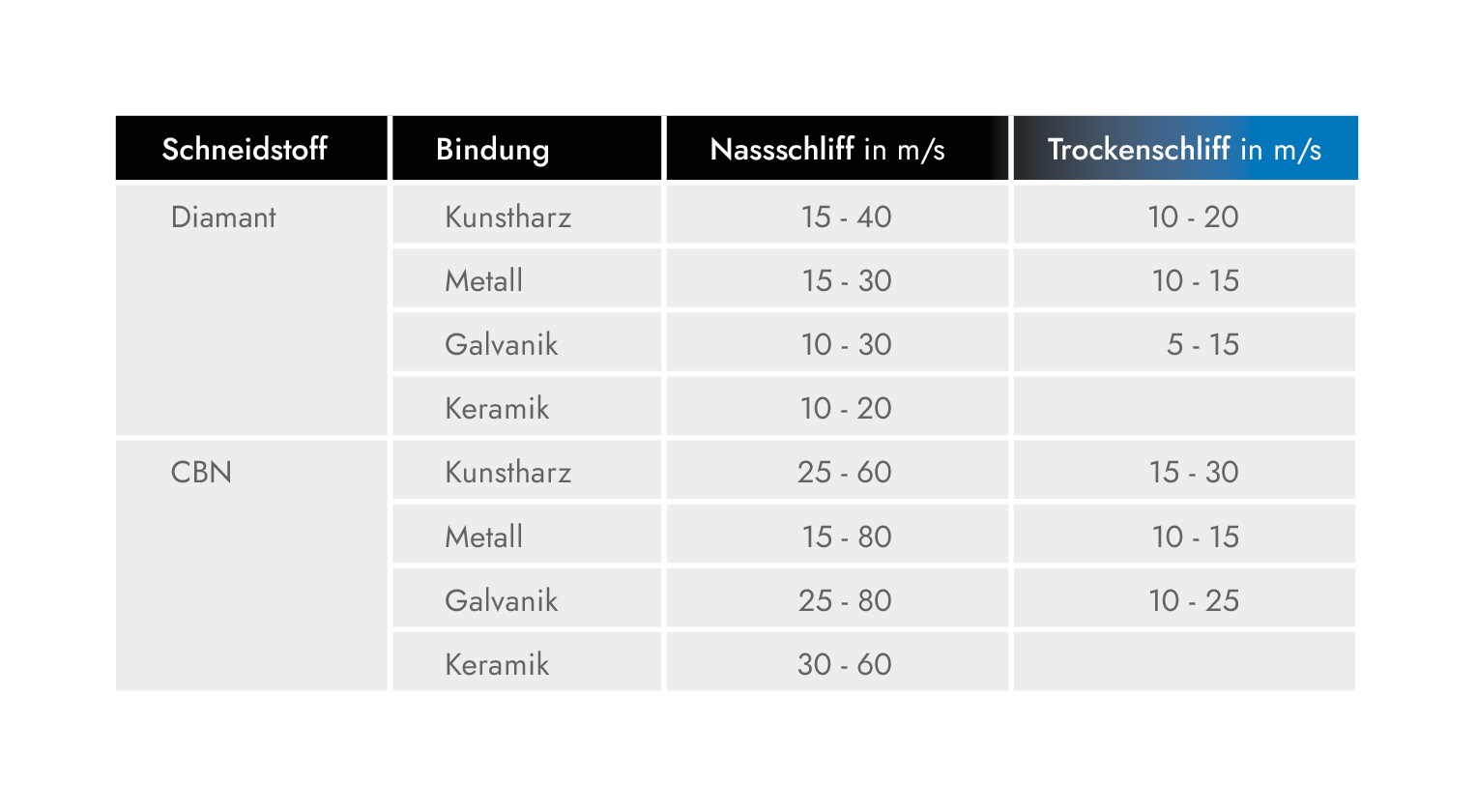
Schnittgeschwindigkeiten über 30 m/s sind nur bei entsprechender Kühlung sinnvoll.
Beim Einsatz von Schleifstiften sollten Sie niedrige oder mittlere Werte wählen.


